

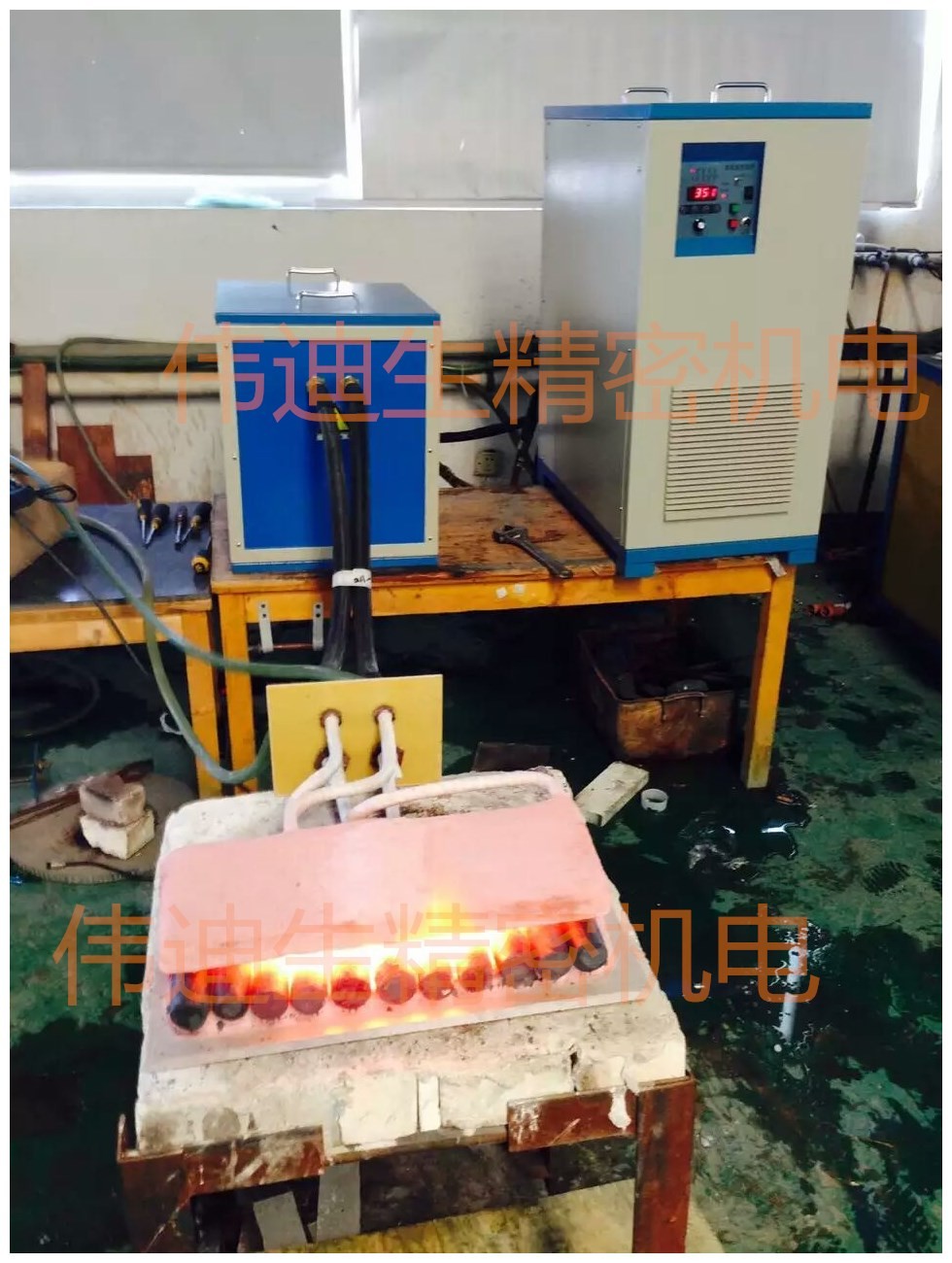

 WDSZ-70中频感应加热设备
WDSZ-70中频感应加热设备
主要技术参数:
1、输入功率: 70KW
2、振荡频率: 1-20KHZ根据客户工件加热要求而定
3、输出电压:70-550V
4、输出电流:20~130A
5、输入电源: 三相380V, 50或60HZ
6、负载持续率: 24小时,连续工作
7、体积(CM):75长×40宽×87高
8、重量:75KG
9、补偿电容参数、体积、重量等根据客户工件配套而定。
中频锻造炉特点:
加热速度快、生产效率高、氧化脱炭少、节省材料与成本、延长模具寿命
(一)节约特点:
加热速度快、生产效率高、氧化脱炭少、节省材料与成本、延长模具寿命
由于中频感应加热的原理为电磁感应,其热量在工件内自身产生,普通工人用中频电炉上班后十分
钟即可进行锻造任务的连续工作,不需烧炉专业工人提前进行烧炉和封炉工作。由于该加热方式升
温速度快,所以氧化极少,中频加热锻件的氧化烧损仅为0.5%,煤气炉加热的氧化烧损为2%,
燃煤炉达到3%,中频加热工艺节材,每吨锻件和烧煤炉相比至少节约钢材原材料20-50千克。其
材料利用率可达95%。由于该加热方式加热均匀,芯表温差极小,所以在锻造方面还大大的增加了
锻模的寿命,锻件表面的粗糙度也小于50um工艺节能,中频加热比重油加热节能31.5%~54.3
%,比煤气加热节能5%~40%。加热质量好,可降低废品率1.5%,提高生产率10%~30%,
延长模具寿命10%~15%。
(二)环保特点:
工作环境优越、提高工人劳动环境和公司形象、无污染、低耗能
感应加热炉与煤炉相比,工人不会再受炎炎烈日下煤炉的烘烤与烟熏,更可达到环保部门的各项指
标要求,同时树立公司外在形象与锻造业未来的发展趋势。感应加热是电加热炉中节能的加热方
式由室温加热到1100℃的吨锻件耗电量小于360度。
加热均匀,芯表温差极小,温控精度高
感应加热其热量在工件内自身产生所以加热均匀,芯表温差极小。应用温控系统可实现对温度的
控制提高产品质量和合格率。
中频感应加热设备广泛用于锻造加热用于棒料、圆钢,方钢,钢板的透热,补温,兰淬下料在线
加热,局部加热,金属材料在线锻造(如齿轮、半轴连杆、轴承等精锻)、挤压、热轧、剪切前
的加热、喷涂加热、热装配以及金属材料整体的调质、退火、回火等。热处理主要供轴类(直轴
、变径轴,凸轮轴、曲轴、齿轮轴等);齿轮类;套、圈、盘类;机床丝杠;导轨;平面;球头
;五金工具等多种机械(汽车、摩托车)零件的表面热处理及金属材料整体的调质、退火、回火等。
只要将贵公司的工件尺寸、产品规格、加热温度、技术要求和贵公司目前使用的加热方式告诉我
,我们会为您的工艺改进提出合理的建议,并为您选择适合工件要求的机型,为贵公司的生产降
低成本,提高质量和效率。欢迎各位来电及光临实地参观考察!我们将一如既往真诚与您合作,
为您服务
公司名称:佛山市顺德区伟迪生精密机电有限公司
公司网址:佛山市顺德区伦教羊额工业区永安路九号